|
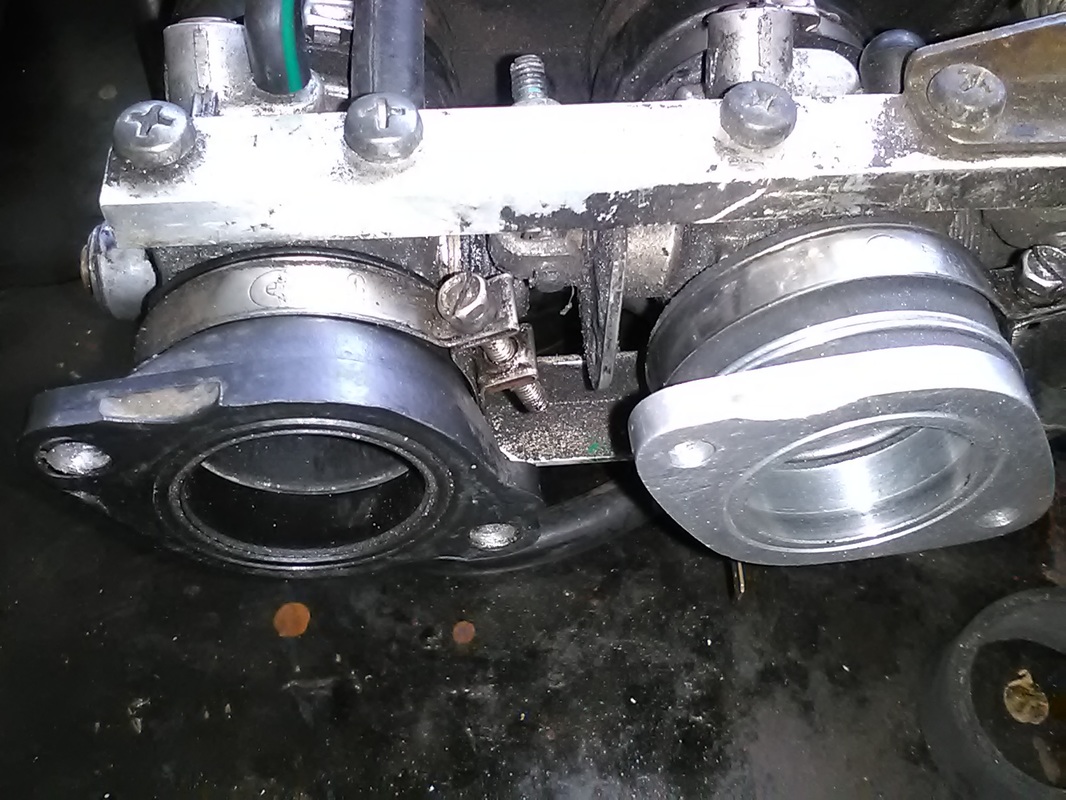
This post is about some of the stuff I did to try get the motor to run well. I found some air leaks and decided to replace the TB to cylinder head connectors (manifold?)
The photo shows the original, the OEM part, on the left and the one I made on the right. I want to say again, there are quicker ways to achieve what I did; I'm trying to keep cost in proportion to the value of the bike - I have time and I find making stuff a challenge. |
There were a few prerequisite processes I had to explore

Casting Aluminum
The OEM TB to cylinder head connector is pvc coated metal. I decided to make an aluminum flange and connect it to the TB with rubber. The casting for the connector is the LH bottom component in the green sand mold shown in the above image.
|

Machine rubber
I could not find rubber hose with the required ID and OD. My lathe book recommends using regular cutters and turn it at the highest speed your lathe is capable of.
I found this to be not useful advice. I discovered a simple tool that cuts rubber beautifully. |
Clamps from wire
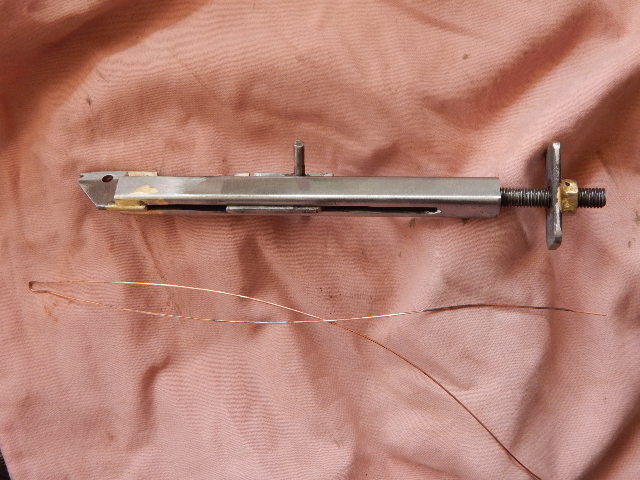
I made this gadget for making wire clamps. They're neater than hose clamps. I got the idea off the internet.
Potentially you need 4 clamps for each TB. |
The aluminium connector

A big chunk of aluminium is needed to make the TB connector - I notice it's referred to as "manifold" in the books. Since I had a lot of aluminium scrap I googled how to smelt and cast. My furnace is a simple coal fired device, a paint drum, some sand for insulation and an old hair dryer.
I made a lid by cutting the top of the drum off, added a bottom and a flue - it's fashioned like a ring cake tin (Bundt cake tin) and filled with sand for insulation.
A smaller tin fits inside the drum and the cavity between inner and outer is also filled with sand.
The crucible and coal goes in the inner drum. I start the fire with a cup-full of old engine oil and a dash of petrol in the bottom of the inner drum. Once the Al is melted I give it an extra 10 minutes before pouring.
I made a lid by cutting the top of the drum off, added a bottom and a flue - it's fashioned like a ring cake tin (Bundt cake tin) and filled with sand for insulation.
A smaller tin fits inside the drum and the cavity between inner and outer is also filled with sand.
The crucible and coal goes in the inner drum. I start the fire with a cup-full of old engine oil and a dash of petrol in the bottom of the inner drum. Once the Al is melted I give it an extra 10 minutes before pouring.

Here's a photo comparing the OEM component, the casting and the finished item.
I made a pattern from wood.
I made a pattern from wood.
|
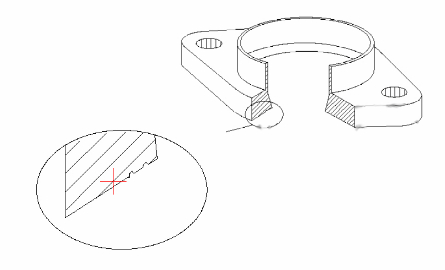
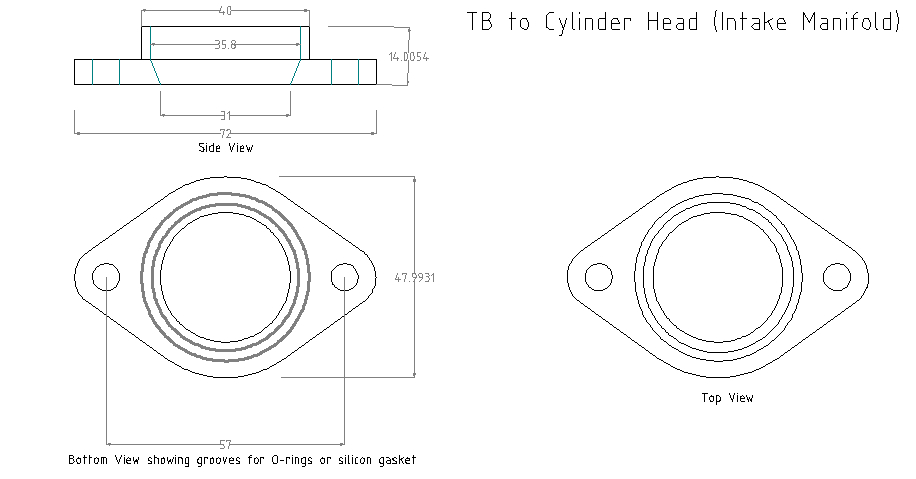
The drawings show isometric view right and a side, top and bottom views with dimensions below.
|
|

Lathe work completed. I did the edges with a disk sander

Boring rubber is a bit tricky. I fashioned a holder from tubing. It prevents the rubber from distorting when being machined and it provides a way to hold it in the chuck.
There's still a fair amount of give/distortion and you have to repeat the final cuts several times.
Judging the ID is also a challenge. The work is pinched, so it will expand when removed from the chuck. On the other hand it's not critical to have it the exact diameter. You want it to stretch fit over the aluminium connector anyway.
There's still a fair amount of give/distortion and you have to repeat the final cuts several times.
Judging the ID is also a challenge. The work is pinched, so it will expand when removed from the chuck. On the other hand it's not critical to have it the exact diameter. You want it to stretch fit over the aluminium connector anyway.

The OD also has to be reduced to make room for the bolt head. I made a mandrel a little bigger than the ID of the rubber connector for a tight fit.
My rubber cutting tool, top right corner in this image, is a U-shaped piece of hacksaw blade, brazed to a section of square tubing and sharpened on the grinder. It cuts the rubber. Regular cutting tools tend to scrape.
My rubber cutting tool, top right corner in this image, is a U-shaped piece of hacksaw blade, brazed to a section of square tubing and sharpened on the grinder. It cuts the rubber. Regular cutting tools tend to scrape.

Wire clamp rubber to manifold. The wire clamp tool is something I found on Google and now an essential tool in my workshop
